



 扫一扫
扫一扫

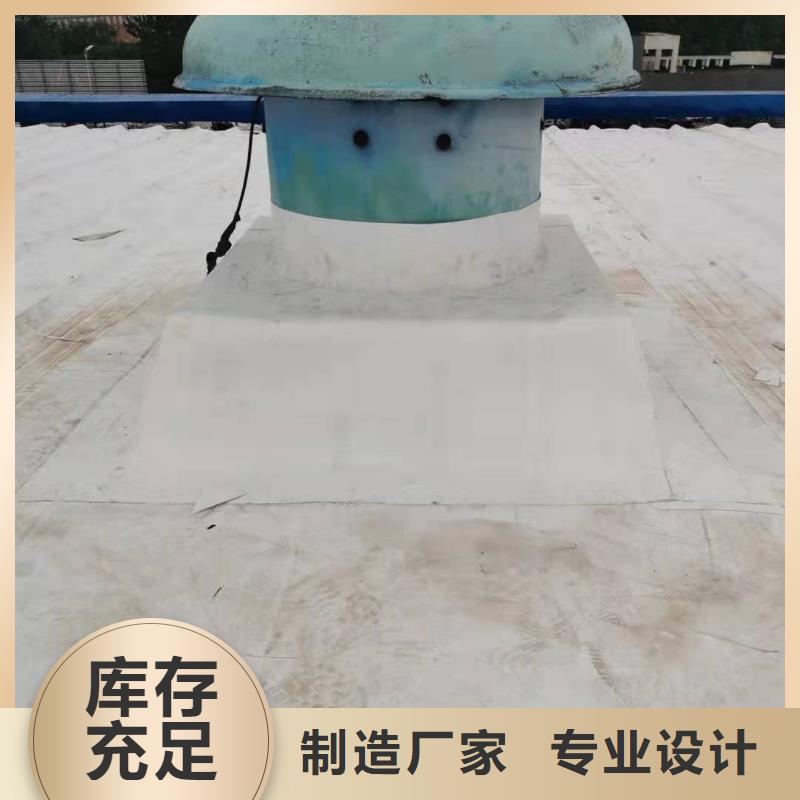
PVC定 用于泛水焊接时手持焊接机的温度应设定为“6”。
用于卷材焊接时手持焊接机的温度设定为“8”。 硅酮辊应始终沿垂直于卷材的焊接缝或泛水方向进行滚压。 6)接缝检查
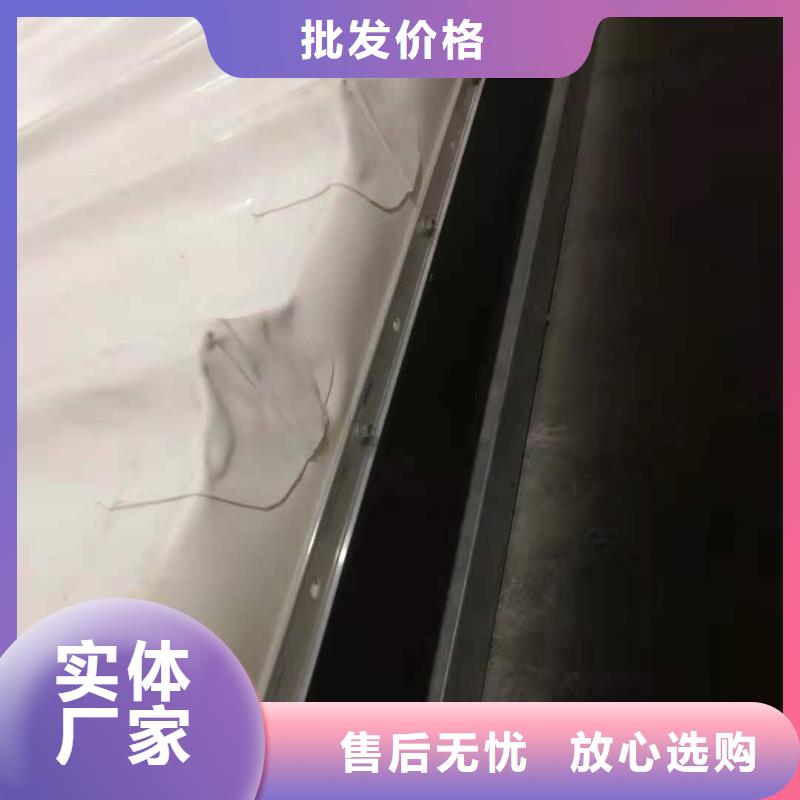
焊缝冷却后,使用专用探针或扁口螺丝刀对所有焊缝进行检查,确保不出现 漏焊现象。若发现缺陷,使用手持焊接机进行修理焊缝缺陷。


2)老化卷材的清洗
TPO PVC卷材受污染或暴露在外部环境约 7 天后,在热空气焊接前必须进行清洗 处理:
受污染的卷材搭接部位,先用湿布擦去灰尘等杂物,再用清水清洗焊接区(严 重污染可使用中性清洗剂清洗),再用干净的擦拭布擦干,用专用卷材清洗剂进 行彻底清洗,白色抹布擦干,待卷材清洗剂彻底挥发后焊接(视环境温度约需 15~30 分钟),焊接速度应较正常焊接速度慢约 20%。



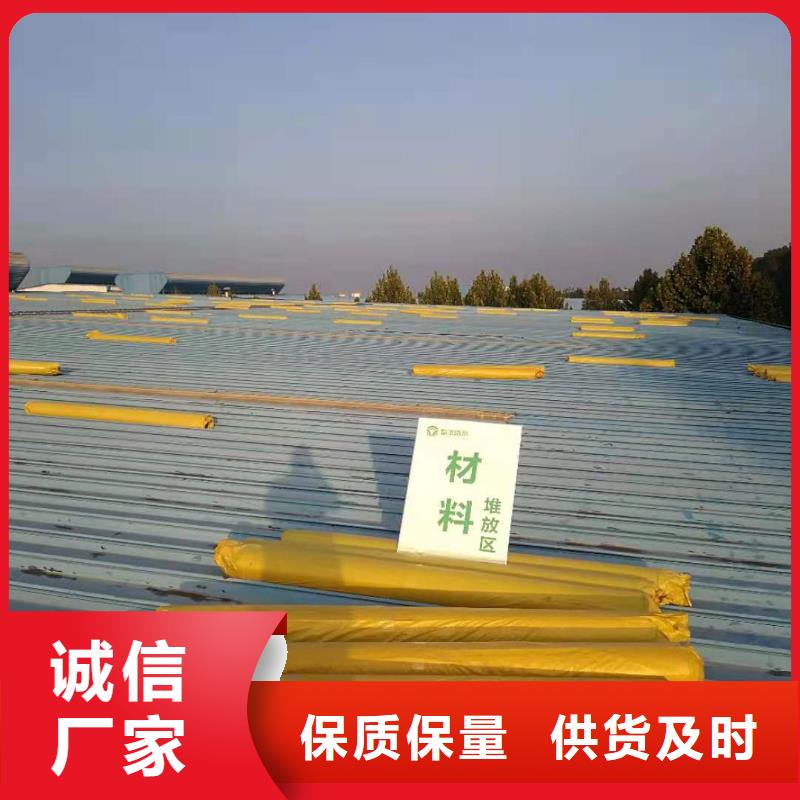
PVC)隔汽层、保温层及 TPO 卷材的施工工作面之间的距离不应太大,保温板 的施工不应超前卷材施工太多,在紧固螺钉时应能看清压型钢板,保证螺钉方便 地紧固在压型钢板波峰位置,在每一工作日的施工中,严禁先将保温层施工完毕 后再进行卷材的施工,避免下雨时来不及遮盖保温层。
9)施工前应做好排水措施,确保雨水能及时排走,避免雨水浸泡安装完毕 的保温层。
10)每个工作日结束时应对已施工完毕的屋面采取封闭措施,防止雨水、潮 气进入保温层。
11)在完成屋面防水保温铺设后,如其他专业进行施工,必须由相关施工单 位做好对屋面的防护。



桓禹建筑工程有限公司建立了完善的 天津PVC防水卷材、生产研发系统,实现了 天津PVC防水卷材、从原材料进厂到销售出厂所有环节的科技化,表单化,数据化管理.制造出让客户满意的 天津PVC防水卷材、产品.


技术支持:k797.com